
|
MSD: Moisture Sensitive Devices |
 |
Feuchteempfindliche Bauteile / Moisture Sensitive Devices (MSD) müssen korrekt behandelt werden, denn ein einzelner Fehler auf einer Rolle oder in einem Magazin von MSDs kann einen Einfluss für das ganze Produktionslos haben. Tatsächlich absorbieren elektronische Bauteile (z. B. BGA und SOC), einschliesslich LED und auch Leiterplatten die Umgebungsfeuchte, sobald sie der Schutzverpackung entnommen werden. Bei den hohen Löttemperaturen kann sich daher im Inneren Dampf entwickeln. Der unter Druck stehende Dampf dehnt sich schnell aus und ist eine Ursache für die Blasenbildung (Popcorn) mit anschliessenden Mikrorissen, internen Delaminationen, elektrischen oder thermischen Unterbrüchen, sowie ein Gefahrenpotential für die spätere Korrosion. |
|
|
|
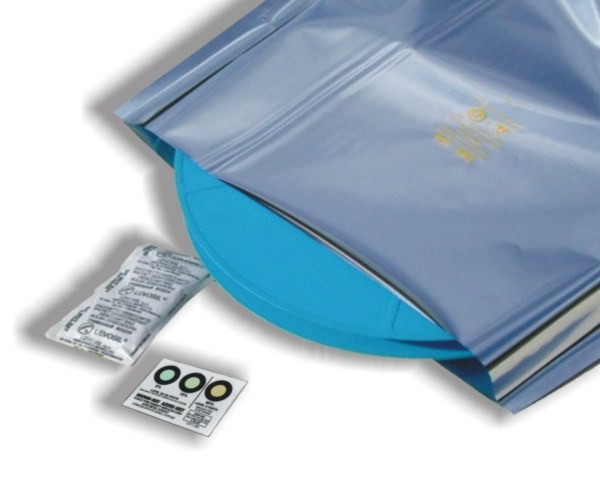
| NORMEN Die wichtigsten internationalen Normen für die Probleme, die in feuchteempfindlichen Bauteilen MSD verursacht werden, sind: J-STD-033 ‚Behandlung, Verpackung, Spedition und Einsatz feuchteempfindlicher SMD-Bauteile während des Reflow-Lötens‘ Die SMD-Bauteile werden in Stufen von 2 – 6 eingeteilt: Je feuchteempfindlicher die Bauteile sind, desto höher ist die Stufe. Die Norm legt fest, wie SMD-Bauteile verpackt werden müssen und speziell für die Stufen 2 – 6 ist es notwendig eine trockene Packung / Dry Pack zu verwenden mit einem Barriere-Beutel, einem Feuchte-Indikator und einem Trocken-Element. Die Bauteile dürfen nur während einer begrenzten Dauer (Floor Life) der Feuchte ausgesetzt sein, bevor sie gelötet werden. Wir diese Zeit ‚Floor Life‘ überschritten, muss eine verstärkte Trocknung (Backen / Bake) bei 40, 90 oder 125 °C erfolgen. IPC-1602 ‚Behandlung und Lagerung von Leiterplatten / PCB‘ Diese Norm legt keine Zeit fest, während der die Leiterplatten der Feuchte ausgesetzt sind und mit der verstärkten Trocknung / Bake wieder konditioniert werden müssen. IPC 1601 definiert das Maximum des Feuchte-Gehaltes von Leiterplatten MAMC (Maximum Acceptable Moisture Content) von 0.1 bis 0.5 % (Gewichts-%). |
|
|
|
|
 Die Trockenschränke mit Entfeuchter gelten als ’sichere Plätze‘, wo die feuchteempfindlichen Bauteile MSD, welche der trockenen Packung / DryPack entnommen wurden, gelagert werden können.
|
|
|
|
|
 Nach der Norm IPC 1602 werden die Leiterplatten bei einer Temperatur von 105 – 125 °C während 4 – 6 Std. im Umluftofen ‚gebacken‘ / getrocknet. |
|
|
|
|
 Was muss man mit den verbleibenden Bauteilen vorkehren, nachdem sie dem Trocken-Pack / Dry-Pack entnommen, bestückt und gelötet wurden? |
|